關鍵詞 |
新型零誤差調直機,零誤差調直機,新型調直機 |
面向地區 |
全國 |
產地 |
河北省邢臺市 |
產地/廠家 |
邢臺海匯機床有限責任公司 |
品牌 |
邢臺海匯機床有限責任公司 |
功率 |
調直15kw 6及電機 |
規格 |
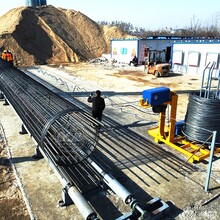
新型零誤差調直機 |
加工定制 |
是 |
適用對象 |
鋼筋加工設備 |
所在地區 |
河北省 |
自動化程度 |
全自動 |
簡單介紹一下新型零誤差調直機的安全操作流程。
1、固定式新型零誤差調直機在安裝時,應葆證地基堅實穩固,保持水平位置。移動式新型零誤差調直機作業時應楔緊行走輪。
2、在室外作業時應設置機棚,機器旁應有堆放原料、半成品的場地。料架、料槽應安裝平直,并應對準導向筒、調直筒和下切刀空的中 心 線。
3、新型零誤差調直機啟動前,應手動轉動飛輪,檢查傳動機構和工作裝置,調整間隙,緊固螺栓,確認正常后,啟動空運轉,并應檢查軸承無異響,齒輪嚙合良好,運轉正常后,方可作業。
4、運送鋼筋前需要調直鋼筋的直徑,適用適當的調直塊及傳動速度。調直塊的孔徑應比鋼筋大2-5mm,傳動速度應根據直徑選用,直徑大的宜選用慢速,經調合格,方可送料。在調直塊未固定、防護罩未蓋好前不得送料。作業中嚴禁打開各部防護罩并調整間隙。
5、鋼筋送料前,應將不直的鋼筋端頭切除。導向筒前應安裝一根1m長的鋼管,鋼筋應先穿過鋼管再送入調直前端的導孔內。當鋼筋送入后,手于曳輪應保持規定距離,不得接近。
6、切斷3或4根鋼筋后,應停機檢查其長度,當多于允許偏差時,應調整限位開關或定尺板。
7、作業后,應堆放好成品,清理場地,切斷電源,鎖好開關箱,做好潤滑工作。