





產品別名 |
石墨電極,聚興碳素石墨電極 |
面向地區 |
全國 |
隨著高新技術的發展,石墨材料的制造工藝不斷完善,能滿足不同電火花加工需求的石墨材料層出不窮,市場上石墨高速銑削機床應運而生,數控電火花加工機床的石墨放電性能也有了全面的提升。當今,在制造技術的歐洲,模具企業超過90%的電極材料采用石墨。航空航天、汽車、家電、電子等模具已大范圍采用石墨作為電極材料,這種顯著變化歸功于石墨電極可實現率、加工等諸多優勢。
石墨材料的顆粒直徑直接影響電火花加工的表面粗糙度,直徑越小可獲得更低的表面粗糙度值。幾年前使用顆粒直徑φ5 μm的石墨材料,電火花加工的佳表面只能達到VDI18(Ra0.8 μm),現今石墨材料的顆粒直徑已能達到φ3 μm以內,電火花加工的佳表面可穩定達到VDI12(Ra0.4 μm)或者更精細的等級,但石墨電極無法進行鏡面電火花加工。銅材料的電阻率較低,組織結構致密,電火花精加工易獲得穩定的加工狀態,在較困難的條件下也能穩定加工,表面粗糙度可小于Ra0.1 μm,能進行鏡面電火花加工。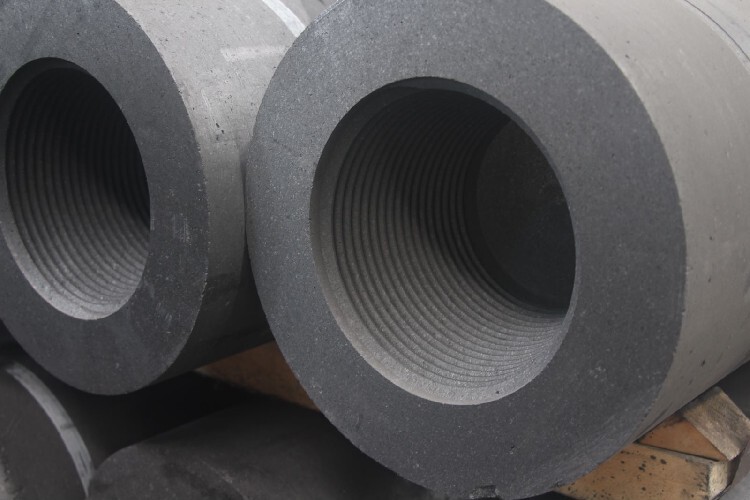
石墨電極在電爐煉鋼中的消耗量主要與電極本身質量有關,也與煉鋼的爐況(如爐子新舊、有無機械故障、是否連續生產等)和煉鋼操作(如冶煉鋼種、吹氧時間、爐料情況等)關系很大。







